







What are the applications of plasma surfacing nickel-based tungsten carbide?
Plasma surfacing nickel-based tungsten carbide (Ni-WC) is widely used in key components in multiple industrial fields due to its comprehensive performance of high wear resistance, impact resistance and corrosion resistance. The following are its main application scenarios:
- Mining and engineering machinery
Crusher roller surface: resist high-intensity abrasive wear of ore and rock.
Excavator bucket teeth: enhance impact resistance and wear resistance when excavating hard rock and sand.
Shovel blades and bulldozers: used for ore loading and earthwork operations to extend service life.
- Oil and gas drilling
Drill collars and centralizers: prevent wear of underground rock cuttings and sand particles.
Downhole tools (such as stabilizers and reamer): improve durability in sandy and highly abrasive formations.
Valve sealing surface: resistant to erosion by high-pressure sand-containing fluids.
- Metallurgy and rolling equipment
Rolling mill guide plate: resist friction and scale wear of high-temperature steel billets.
Continuous casting machine crystallizer: reduce high-temperature molten steel erosion loss.
Hot shear tool: maintain edge hardness at high temperature.
- Power and energy
Gas turbine blades: resist erosion by high-temperature gas particles (WC content needs to be controlled to prevent oxidation).
Boiler coal nozzle: resist erosion by coal particles.
- Agricultural machinery
Rotary tiller blades, harvester blades: deal with abrasive wear of soil and straw.
Feed crusher hammer: resist impact wear of grain and hard feed.
- Other industrial fields
Cement industry: crusher hammer, powder selector blade.
Ship propeller shaft: resist seawater corrosion and cavitation (need to be matched with corrosion-resistant nickel-based alloy).
Process advantages and precautions
1.Advantages:
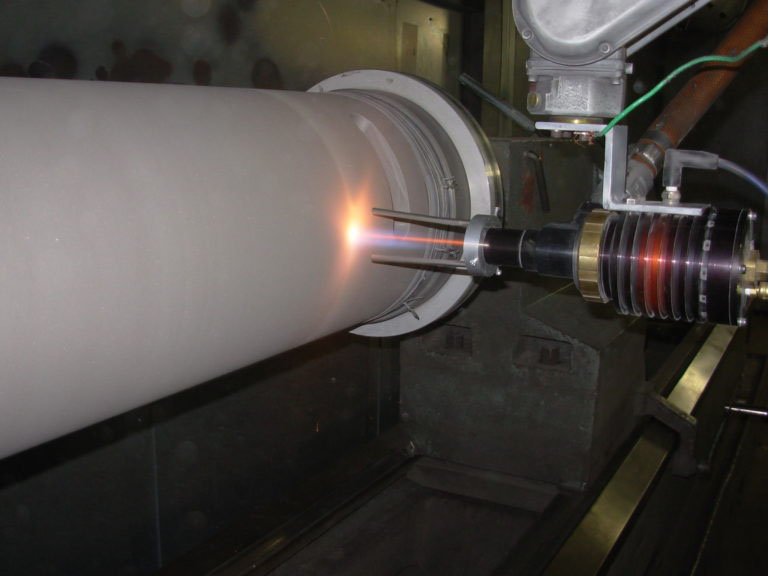
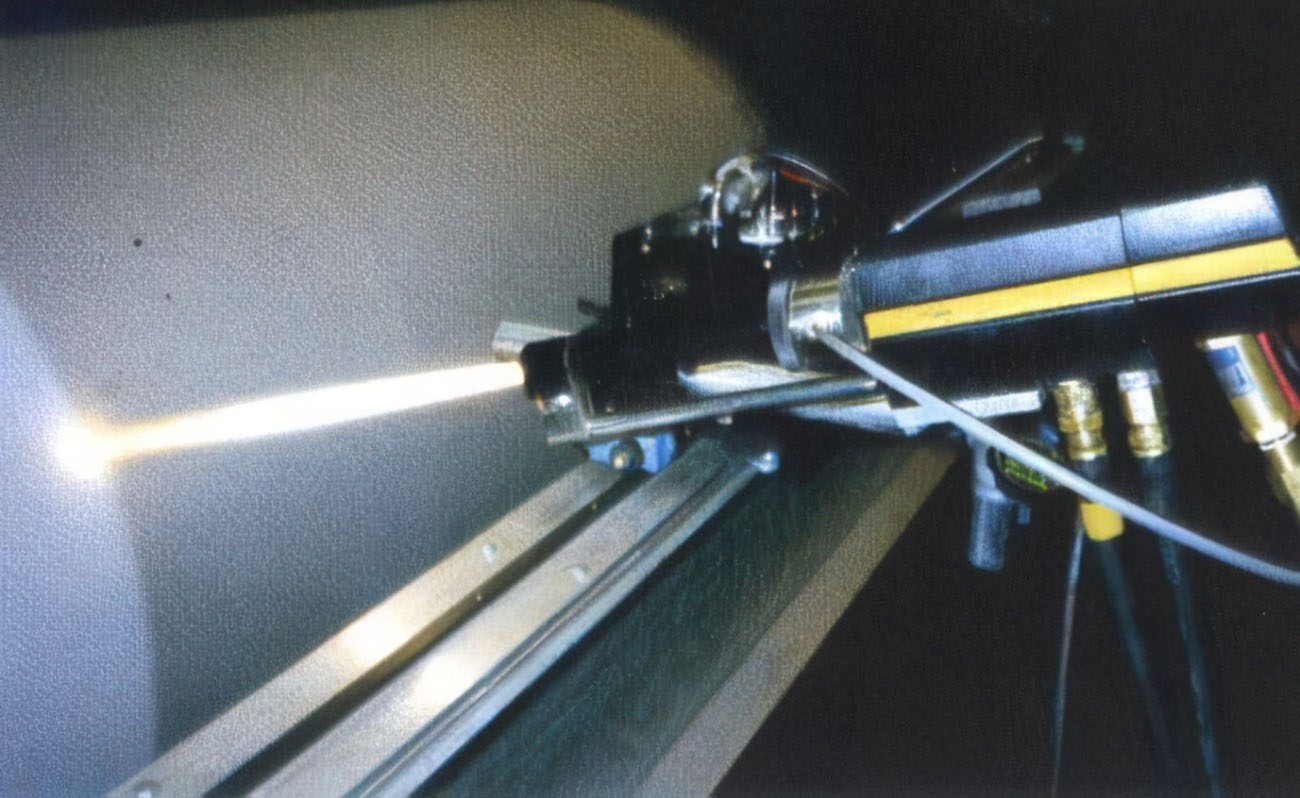
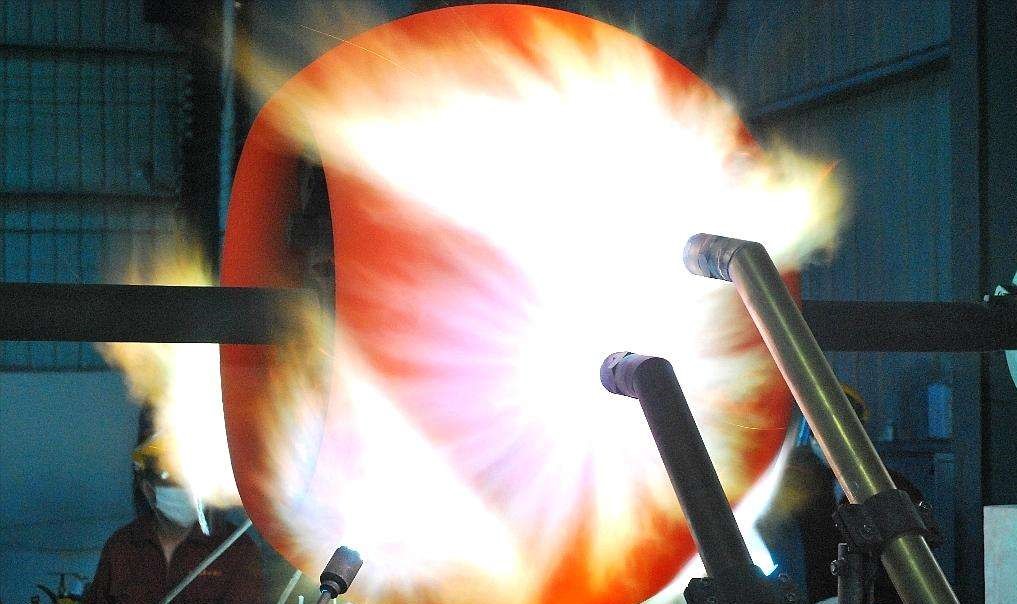
- High bonding strength (high plasma arc temperature, sufficient metallurgical bonding).
- Less decomposition of WC (compared with oxyacetylene spray welding, it is easier to retain the original hardness of WC).
2.Key control:
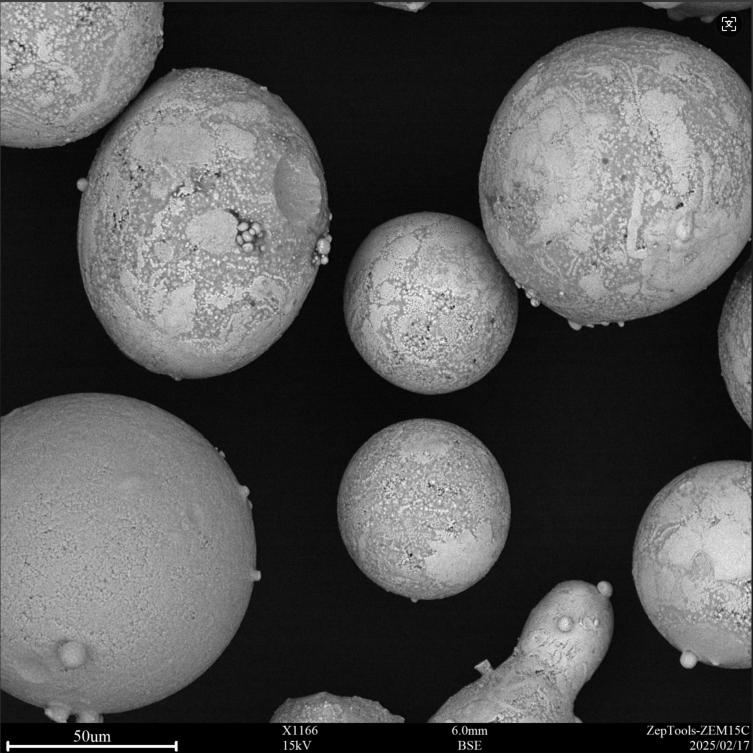
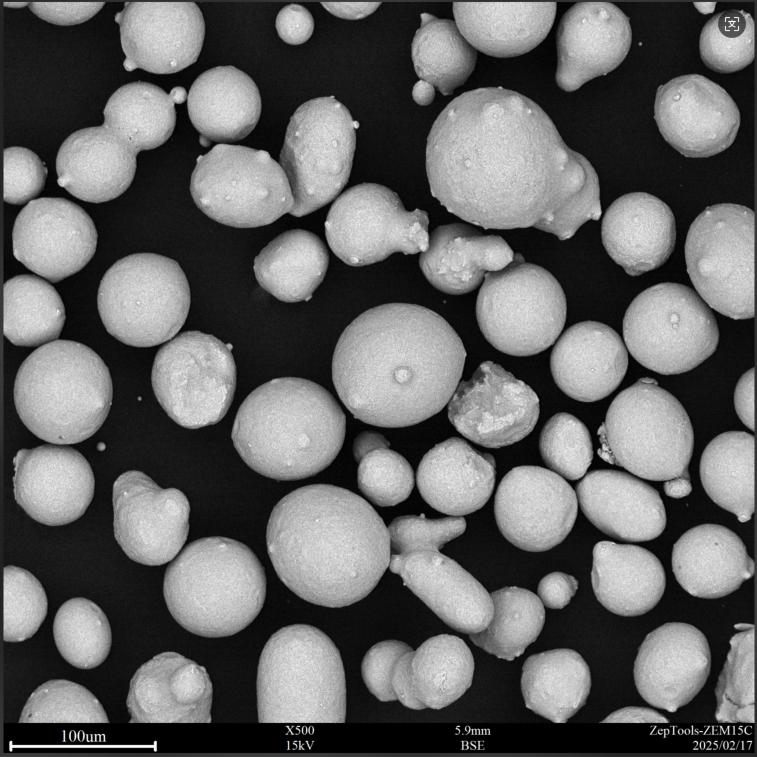
WC ratio: usually 30%-50%, too high will easily lead to brittle cracking of the coating.
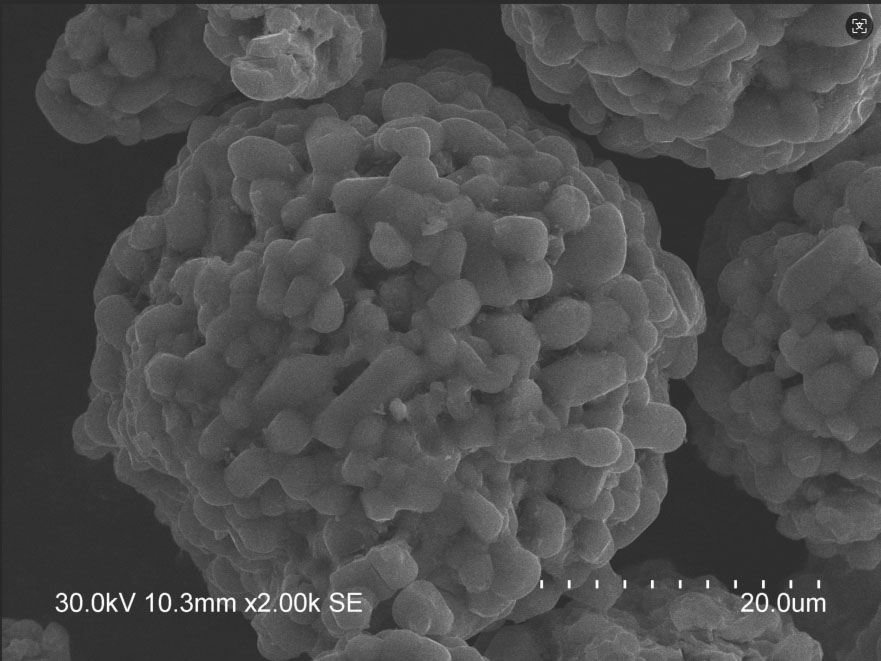
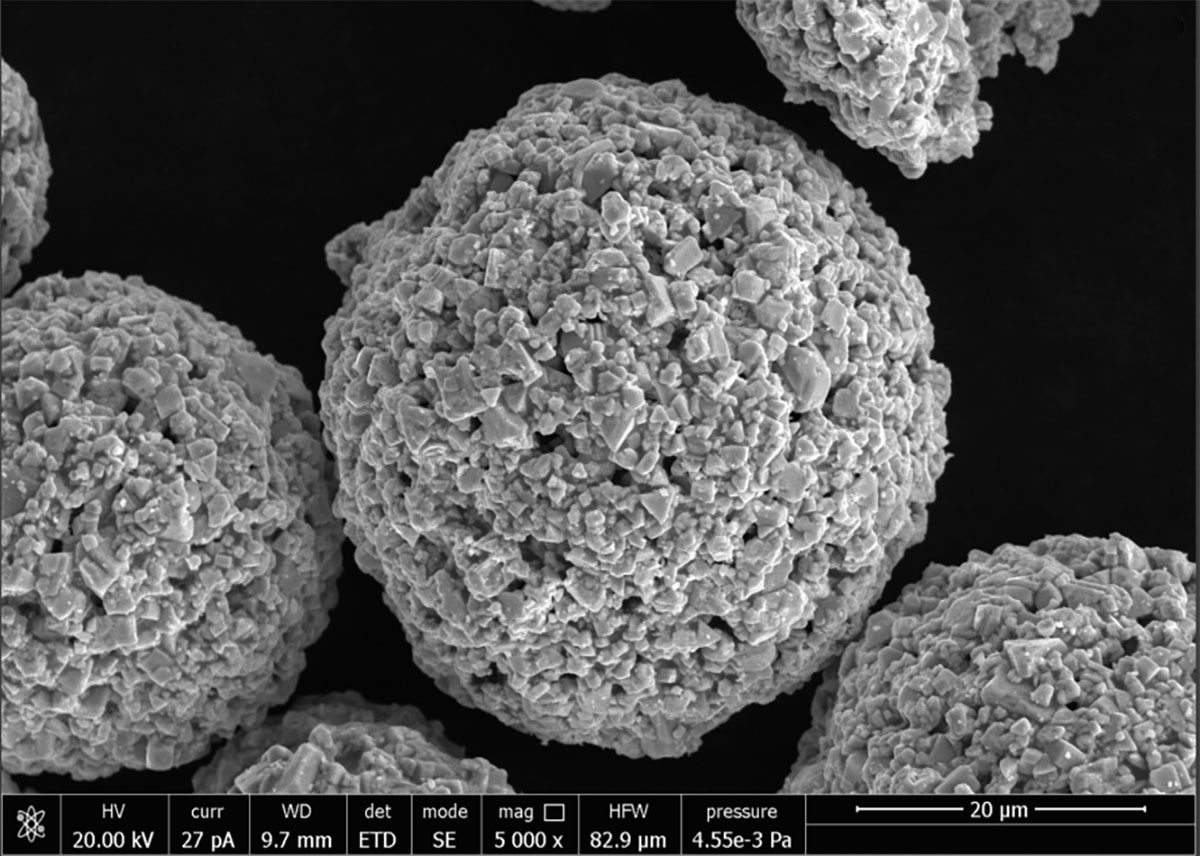
Powder particle size: WC particles should be selected to be 40-150μm, too fine will easily melt and fail.
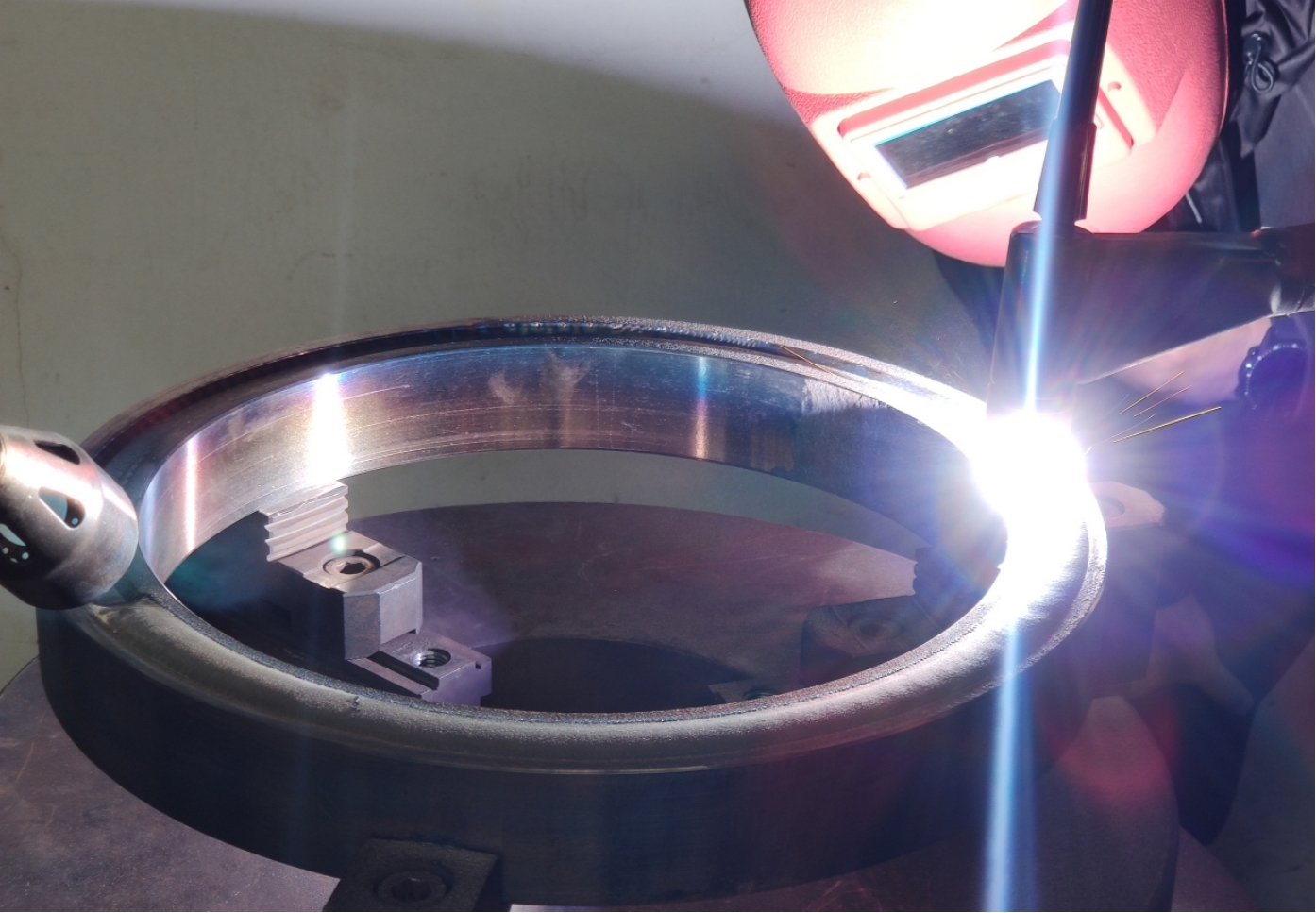
Substrate preheating: medium and high carbon steel or cast iron needs to be preheated to 200-300℃ to prevent cracking.
This technology is particularly suitable for high-value parts that require local strengthening, which can significantly reduce the cost of frequent replacement.